
Coal Mine Installation
The Scenario:
To handle upcoming high ash seams and to recycle coking coal tailings to produce a thermal product, the mine had a need for an increased throughput over a rejects screen, with bed densities down to 1.3 (or circa 1.1 in practice). The existing screen was a lightweight 10-year-old brute force 3.6 m x 6.1 m banana screen, rated at 308 t/h but operated to ~650 t/h, soon after which it would trip. The needed throughput was 800 t/h. Avoiding the significantly higher cost of a conventional conversion to a 4.2 m widescreen, the mine decided to install a 3.6 m x 6.1 m Two-Mass as a bolt-in replacement. The Two-Mass screen was rated at 800 t/h with <0.5 kg/t magnetite loss and structurally rated at 1000 t/h at maximum physical bed depth.
Design Process and Issues to be Accommodated
See Fig 1 for the initial overlay, Fig 2 for the final design adopted and Fig 3 for spray details

Fig 1: Overlay of standard Two-Mass screen (blue) on existing banana screen.
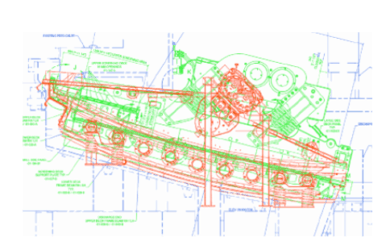
Fig 2: Overlay of revised Two-Mass screen (green) on existing banana screen
Note: The standard 3 x 2 rows Two-Mass design clashed with the feed box but the revised 2 x 3 rows shorter but taller Two-Mass Design now had servicing clearance to the feed box. The OEM had used this configuration on multiple prior designs, but not this wide- later a significant factor.

Fig 3: The science behind developing a new ‘continuous curtains’ spray system
In operation, the Two-Mass screen performed as expected; see Fig 11. The cascade section let all the -16 mm material through and formed a bed of fines that the +16 mm then landed on, from a short fall, to cushion the deck panels from impact and stratify the bed in the most desirable way for maximum rinse zone effectiveness. This strategy worked well as spares consumption records show screen deck panel life is triple what it used to be, with 192 days average overall, and 171 / 213 days left / right. Two DMC’s feed the screen, causing some variation; a simple flow diverter was later added in the feed box to even out the feed.
Drain water had visibly fully departed from the bottom deck before it had reached the end of the cascade section. Bed depth was constant down the length of the main deck, at around 250 mm depending on density. It took approximately 30 seconds to travel the length of the screen; about triple that observed for the original brute force screen.
Now Industry Dominating Productivity is Achievable
This comes from two general areas. First, the Two-Mass screens can effortlessly go to levels of throughput no conventional brute force banana screen can get near, as this is a function of the basic physics. The Two-Mass screens can reliably handle 1900 t/h per CPP module with 4.8 m x 7.3 m Two-Mass screens. Existing screen technology stretches to get to 1200 t/h per CPP module, and it is widely regarded as a consumable item at those throughputs.
The second area of improvement from the high throughput Two-Mass screening technology is the process improvements this enabling technology can unlock, eg reducing cut size to optimize fines circuit performance or adding a separate cut point (extra deck) and additional DMC circuit, in the same physical size screen location, to extract maximum value from fines/course circuits.
Conclusion:
Two-Mass screen technology has been demonstrated to offer an increase of at least 30% in throughput compared to the equivalent footprint brute force screen at the same or better efficiency. This type of screen does so while offering greatly reduced screen deck wear, greatly reduced power consumption, quieter operation, and transmits negligible vibration and dynamic load into the plant structure.
Sunter, Vince. STM Screens – A Productivity Game-Changer © . 2018.





